ГК для производства КНАУФ профилей
Эра расцвета использования гипсокартона в строительстве началась после окончания Второй мировой войны. В то время послевоенный строительный бум требовал максимально дешевых материалов, не требующих сложной обработки. А так как гипсокартон оказался еще и эстетичным, прочным и долговечным, то популярность его нисколько не уменьшается до сих пор. До изобретения гипсокартонных листов строители использовали штукатурку, но такая отделка требует значительно больше времени, а для получения качественного, высокохудожественного результата нужны очень опытные мастера. Новый материал, который решал все эти проблемы, появился в конце XIX века.











Станок для производства профилей для гипсокартона является центральным объектом всей системы изготовления деталей каркасов для гипсокартонных конструкций. Современное оборудование позволяет делать самые разные профили, и потому изготовление деталей обрешетки для гипсокартона многими рассматривается как весьма перспективное направление в развитии бизнеса. В нашей статье мы расскажем об особенностях процесса производства, а также о том, какие элементы включает в себя линия по изготовлению металлопрофиля. Основу большинства гипсокартонных конструкций составляет металлический каркас, собранный из особых профильных элементов. Размер этих деталей и их конфигурация определяют механические свойства каркаса для гипсокартона, а значит, во многом влияют на характеристики конструкции в целом.












 1200*2500")
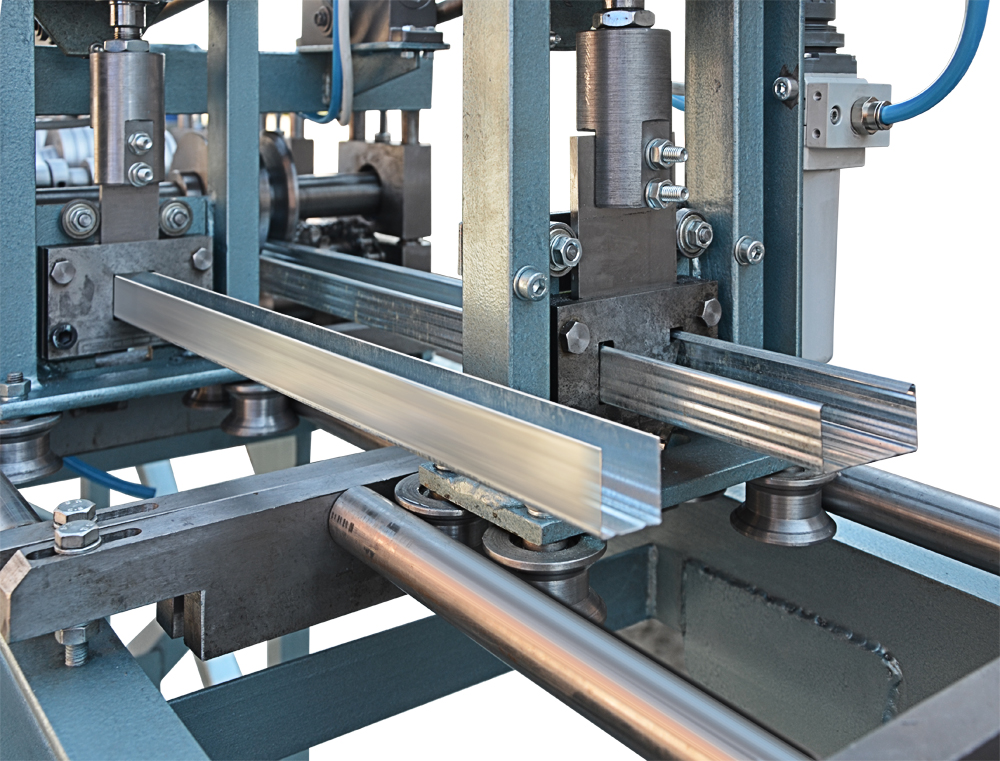
Станок для профиля серии ГК предназначен для изготовления оцинкованных металлических профилей, применяемых при устройстве конструкций из гипсокартона. В качестве заготовки используется либо штрипс определённой ширины, либо полосы той же ширины и необходимой длины. Выпускает стандартизированные профили - ПП 60х27 и ППН 28х27, ширина заготовки соответственно мм и 81 мм. Линия для производства профиля для гипсокартона состоит из профилегибочного модуля, стационарной стационарный рез или летучей летучий рез пневматической гильотины для поперечной резки изделия после процесса профилирования, автоматической системы управления АСУ. Опционально сенсорная панель оператора к АСУ значительно облегчает процесс ввода и контроля параметров, а также позволяет вносить в память станка до 10 различных программ производства длина и количество профилей.